



1200吨1600吨四柱油压机用于复合材料模压成型是现在复合材料加工成型生产厂家普遍选用的生产工艺,采用油压机加工生产操作简单,成型效果较好,生产效率较高。适用于复合材料风机外壳、化粪池、汽车覆盖件、电表箱、地格栅、电缆桥架、花箱花盆等多种产品的模压加工成型。山东威力重工技术咨询热线:18306370868/同微信
高分子复合材料——高聚物+增强材料(或填充材料)“复合”,赋予了材料优异的物理力学性能。复合材料制品:热固性树脂+纤维性增强材料。复合材料常用的成型方式为层压成型,此成型方式是不需要模具的。常用的增强材料有玻璃纤维、石棉、金属等。比强度甚至超过合金钢,故又名“玻璃钢”(Fiberglass-reinforced plastics, FRP or GRP )。
优点:密度低、绝缘性强、耐化学腐蚀、电性能优良。不足:弹性模量低、耐温性差、易老化。

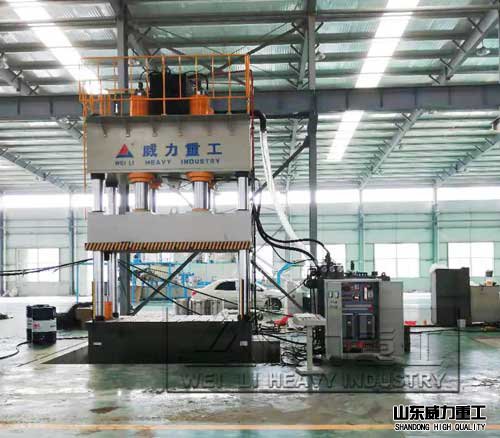
复合材料模压成型四柱油压机
复合材料的模压成型1200吨1600吨四柱油压机根据帕斯卡定律原理工作,该法则规定当压力施加在受限流体上时,压力变化发生在整个流体中。在液压机内,有一个活塞作为泵工作,为小范围的工件提供适度的机械力。还有一个面积较大的活塞,可产生更大的机械力。采用高精度位移传感器、高响应伺服阀,通过伺服电机,全台节能率可达30%-70%,解决了由于成型制件不对称造成的偏载和大平面薄形制品厚度偏差等技术难度,可满足SMC复合材料液压机等工艺要求。
复合材料采用1200吨1600吨四柱油压机模压成型工艺介绍:
复合材料的压制成型是把一定量的模塑料加入预热的模具中,经加压、加热后固化成型,具体流程为加料(将固体模塑料加入预热的钢制模具中)→合模→充模(模塑料在压力下流动并充满整个型腔)→固化(在设定的压力和温度下保持一定时间后充分固化)→开模取出制品。
1600吨复合材料成型四柱油压机
复合材料压制成型宿主油压机工艺条件如下:
⑴成型压力:普通制品3.5~7MPa,对制品表面要求高的可用14MPa;
⑵成型温度:模具温度在145±5℃,定模温度可调低5~15℃以便脱模;
⑶合模速度:50秒内须合模完成;
⑷固化时间:制品壁厚3mm的固化时间为3分钟,壁厚6mm的固化时间为4~6分钟,壁厚12mm的固化时间为6~10分钟;
复合材料成型用四柱油压机的工艺注意事项:
1)模压料是在模具开启的状态下加入;
2)成型过程中模压料需要在较高温度条件下快速固化;
3)制品成型需要保持较高成型压力,成型压力一般由液压机施加;
4)制品尺寸和形状主要由闭合状态下的模具型腔来保证。
上一篇:上一篇:2000吨封头冲压机的拉深工艺介绍
下一篇:下一篇:四柱油压机厂家需要满足哪些技术指标?

